Aktueller Status
Nicht belegt
Preis
Geschlossen
Starten
This kurs is currently closed
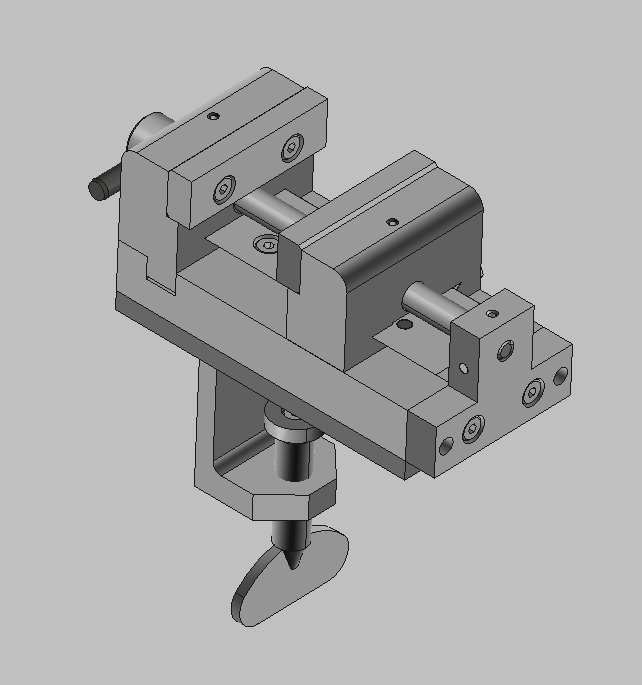
Das Projekt Schraubstock
In diesen digitalen Ausbildungsprojekt fertigen Sie einen Schraubstock. Der Kurs führt Sie bei jedem anzufertigenden Teil durch die einzelnen Arbeitsschritte.
- Informieren über Zeichnung, Werkstoffe und Fertigungstechnologien
- Reihenfolge der einzelnen Arbeitsschritte festlegen
- Informieren über Werkzeuge und Prüfmittel
- Herstellungszeit kalkulieren
- Das Teil fertigen
- Prüfplan erstellen und Werkstück prüfen
3D-Ansicht des Schraubstocks
Zusammenbauzeichnung und Stückliste
Kurs Inhalt
Alles ausklappen
Grundplatte (Teil 01)
5 Themen
Beispiel
Aufklappen
Backe fest (Teil 02)
5 Themen
Aufklappen
Backe beweglich (Teil 03)
5 Themen
Aufklappen
Führungsplatte (Teil 04)
5 Themen
Aufklappen
Spindel (Teil 05)
5 Themen
Aufklappen
Anschlussplatte (Teil 06)
5 Themen
Aufklappen
Spannbacke (Teil 07)
5 Themen
Aufklappen
Justierstück (Teil 08)
5 Themen
Aufklappen
Inhalt
0% bearbeitet
0/5 Schritte
Montage des Schraubstocks
5 Themen
Aufklappen
Inhalt
0% bearbeitet
0/5 Schritte
